Shell Moulding Process:
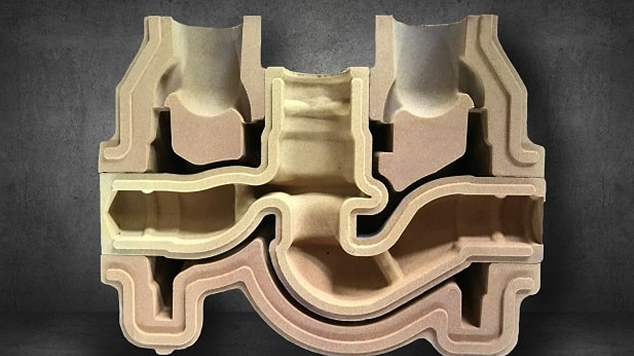
The shell core process involves forming a thin, hard core using resin-coated sand blown into a heated core box, where heat cures the resin and binds the sand, creating a shell core for use in casting.
Here’s a more detailed breakdown of the shell core process:
1. Preparation:
Sand Preparation: Fine, dry quartz sand is used as the basic mold material, mixed with a hot-setting synthetic resin binder.
Core Box: A metal core box, typically made from cast iron, is heated to a specific temperature (210-250°C).
Pattern Plates: Metal pattern plates are used to create the desired shape of the core.
2.Core Formation:
Sand Injection: The resin-coated sand mixture is “shot” or blown into the pre-heated core box.
Curing: The heat from the core box melts the resin and hardens the sand, forming a thin, rigid shell.
Excess Sand Removal: Uncured sand is removed from the core box and can be reused.
3.Core Finishing:
Core Coating: In some cases, a core coating is applied to increase resistance or smoothness of the part in contact with the molten metal.
Core Removal: The finished shell core is removed from the core box and is ready for use in casting.
Shell mold casting allows the use of both ferrous and non-ferrous metals, most commonly using cast iron, carbon steel, alloy steel, stainless steel, aluminium alloys, and copper alloys. Typical parts are small-to-medium in size and require high accuracy, such as gear housings, cylinder heads, connecting rods, and lever arms.